What defects can occur in an improperly deep drawn product?
Defects in Deep-Drawn Parts:
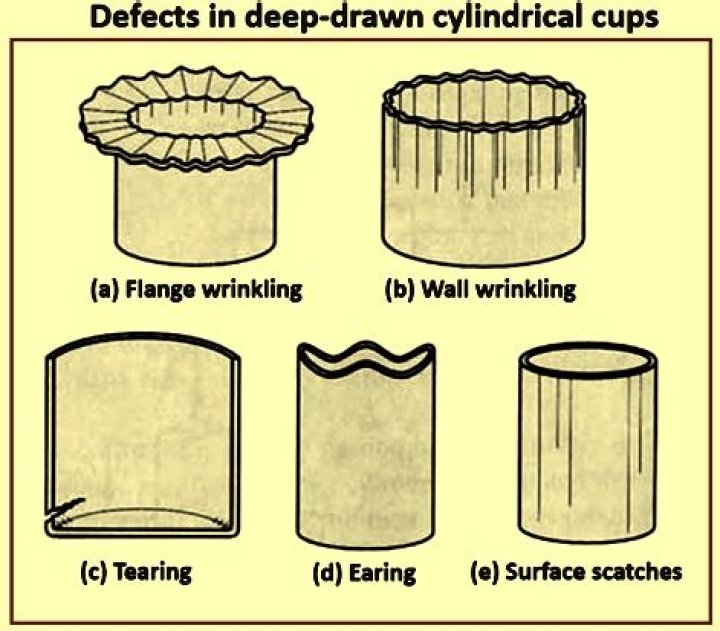
- Wrinkling or Puckering: The wrinkling defects are a kind of buckling of the undrawn part of the blank.
- Tearing: The tearing defect usually occurs in the radius connecting the cup bottom and the wall.
- Earing:
- Surface Marks:
- Surface Irregularities:
What are the drawing defects?
The most common defects in deep drawing operations are wrinkling, galling, orange peeling, earing, and tearing.
Which of the following can be made using deep drawing process?
Explanation: Deep drawing process is also known as cup drawing, which is a part of sheet metal forming process. It is widely used for making products like utensils, cup shaped objects, pressure vessels, gas cylinders, cans etc.
What are the common problems in the deep drawing?
5 Common Deep Draw Problems and How to Avoid Them
- Metal Fracture.
- Wrinkles on the Top Edge.
- Uneven Top Rim.
- Fractures at the Bottom of the Cup.
- Excess Material at the top of the Drawn Shell.
What is the most common defect during deep drawing and how do you evaluate whether such a defect may happen or not?
One of the primary defects that occurs in deep drawing operations is the wrinkling of sheet metal material, generally in the wall or flange of the part. The flange of the blank undergoes radial drawing stress and tangential compressive stress during the stamping process, which sometimes results in wrinkles.
What is cause of earing defect in deep drawing?
Earing is one of the major defects observed during deep drawing process due to anisotropic nature of sheet metal. Earing is defined as formation of waviness on uppermost portion of deep drawn cup. Mechanical parameters of mild steel are incorporated in finite element simulation of deep drawing process.
What is deep drawing defects?
The main defects of deep drawn parts are wrinkling and/or necking. Wrinkling usually occurs at the flange region by excessive compressive stresses leading to local buckling of the sheet. On the other hand, necking is due to the excessive radial tensile stress.
How do you stop earing in deep drawings?
Earing can be reduced by modifying the initial blank shape such as use of non circular blank as in present study. Efforts have been made to study the earing problem in deep drawing of cylindrical cups by finite element modeling software HYPERWORK-12 and Incremental RADIOSS as solver.
Which type of metal is suitable for deep drawing?
The mix of bronze and aluminium allows for extreme hardness, great compressive strength and good friction properties at the same time. This makes the aluminium bronze alloy ideal for forming material through deep drawing, especially when stainless steel or titanium is the material being processed.
What causes deep draw problems?
Most deep draw problems stem from a combination of design and tooling. Listed here are five of the most common, along with a short summary of possible causes. This is one of the most common deep draw problems.
Why does the metal crack during the draw process?
Fracturing of the metal during the draw process can be caused by several issues although the most common is the clearance between the punch and the die. If this is too small, too large, or uneven, the material can be cracked during drawing. This problem is typically due to issues with the blank holder.
What are the mechanics of deep drawing process?
The mechanics of deep drawing process is shown in Fig. 6.40. The deep drawing process involves five stages bending, straightening, friction, compressions, and tension. 1. Bending: As the application of load starts, the blank is first bent onto the round edge of the die cavity.




